Perjalanan daripada permukaan coklat matte ke kemasan berkilat tinggi seperti cermin pada dragees coklat adalah seni dan sains. Pengurus pengeluaran dan pakar kawalan kualiti sering bertanya: Berapa lamakah proses penggilapan sebenarnya diambil untuk mencapai kemasan berkilat tinggi yang diidamkan pada drage coklat? Jawapannya tidak mudah, kerana pelbagai pembolehubah mempengaruhi garis masa, tetapi memahami faktor ini adalah penting untuk mengoptimumkan kecekapan pengeluaran dan mengekalkan kualiti produk yang konsisten.
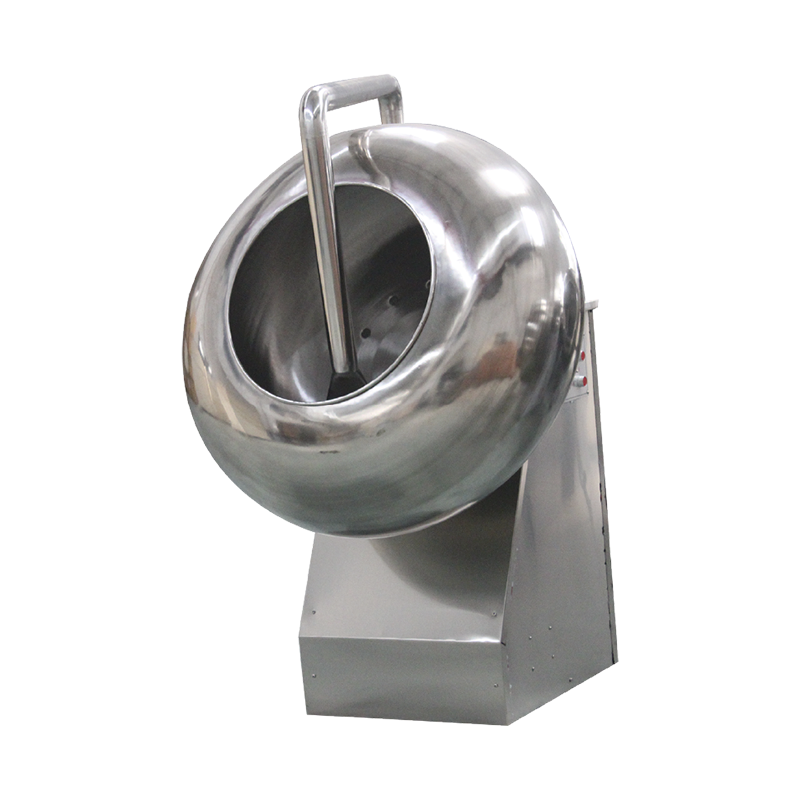
Dalam persekitaran pembuatan kuih-muih profesional, proses penggilapan untuk dragee coklat biasanya terdiri daripada 45 minit hingga 3 jam setiap kelompok, bergantung pada spesifikasi peralatan, ciri produk dan kualiti kemasan yang diingini. Garis masa ini merangkumi keseluruhan kitaran penggilapan, termasuk penyediaan, fasa penggilap aktif dan peringkat pengesahan kualiti. Untuk operasi yang menggunakan lanjutan Mesin Penggilap Coklat & Gula-gula sistem, proses boleh diperkemas dengan ketara sambil mengekalkan piawaian kemasan yang luar biasa.
Variasi tempoh berpunca daripada perbezaan asas dalam geometri produk, ketebalan salutan, keadaan persekitaran ambien dan metodologi pengilat khusus yang digunakan. Dragee bulat dan sfera biasanya menggilap lebih cepat daripada bentuk tidak sekata kerana sentuhan permukaan yang lebih seragam dengan agen penggilap. Begitu juga, produk dengan salutan coklat yang lebih nipis memerlukan masa penggilapan yang lebih sedikit berbanding pusat yang bersalut tebal, kerana nisbah luas permukaan kepada isipadu mempengaruhi seberapa cepat medium penggilap boleh menghasilkan kilauan yang diingini.
Spesifikasi teknikal peralatan penggilap anda berkait langsung dengan masa pemprosesan. Mesin penggilap moden mempunyai diameter dram antara 600mm hingga 1500mm, dengan kelajuan putaran biasanya ditetapkan antara 28 dan 32 pusingan seminit untuk tindakan menggilap yang optimum. Mesin yang dilengkapi dengan pemacu frekuensi berubah-ubah membolehkan pengendali melaraskan kelajuan putaran secara dinamik sepanjang kitaran penggilapan, yang boleh mengurangkan masa pemprosesan keseluruhan sebanyak 15-20% berbanding unit kelajuan tetap.
Kapasiti pemanasan mewakili satu lagi faktor masa kritikal. Sistem dengan kuasa pemanasan yang lebih tinggi (2-3kW) boleh mengekalkan suhu dram yang konsisten antara 20-25°C dengan lebih berkesan, menghalang turun naik suhu yang sering memanjangkan kitaran penggilapan. Model lanjutan menggabungkan elemen pemanasan dwi dengan kawalan bebas, membolehkan pelarasan suhu pantas yang menampung formulasi coklat yang berbeza tanpa mengganggu aliran pengeluaran.
Sifat fizikal dragees yang digilap memberi kesan ketara kepada tempoh pemprosesan. Kategori produk standard dan jangka masa pengilat biasa termasuk:
Pengiraan nisbah kawasan permukaan kepada jisim mendedahkan bahawa drage yang lebih kecil (di bawah 10mm) menggilap dengan lebih cekap daripada unit yang lebih besar kerana agen penggilap mengedarkan lebih sekata merentasi jumlah luas permukaan. Walau bagaimanapun, produk yang sangat kecil (di bawah 5mm) mungkin memerlukan kelajuan dram yang dikurangkan untuk mengelakkan pengagregatan, yang boleh memanjangkan masa pemprosesan sebanyak 10-15%.
Tahap suhu dan kelembapan ambien mencipta perbezaan yang boleh diukur dalam tempoh menggilap. Keadaan persekitaran yang optimum untuk menggilap coklat termasuk:
Apabila kelembapan ambien melebihi 60%, masa menggilap boleh meningkat sebanyak 20-30% kerana kelembapan mengganggu proses penghabluran yang menghasilkan permukaan berkilat. Sebaliknya, keadaan yang sangat kering (di bawah 40% kelembapan) boleh menyebabkan pengeringan pantas yang menghalang pengedaran agen penggilap yang betul, memerlukan kelajuan pemprosesan yang lebih perlahan dan kitaran yang dilanjutkan.
Mencapai kemasan berkilat tinggi pada drage coklat melibatkan memanipulasi penghabluran mentega koko pada tahap mikroskopik. Proses penggilapan menghasilkan geseran mekanikal yang menghasilkan haba terkawal (kira-kira 28-32°C pada permukaan produk), yang melembutkan salutan coklat seketika. Apabila dram terus berputar dan udara sejuk beredar, permukaan mengkristal semula menjadi polimorf Borang V yang stabil, yang menghasilkan penampilan berkilat yang khas.
Kitaran haba ini berlaku berulang kali sepanjang kitaran penggilap, dengan setiap lelaran menapis struktur permukaan. Penyelidikan menunjukkan bahawa pembangunan gloss optimum memerlukan 15-25 kitaran haba lengkap , yang menjelaskan mengapa proses itu tidak boleh disegerakan. Percubaan untuk mempercepatkan kitaran dengan pemanasan berlebihan atau tindakan mekanikal yang agresif mengakibatkan kecacatan permukaan, pembungaan lemak atau pengedaran kilauan tidak sekata yang memerlukan pemprosesan semula.
Penggunaan agen penggilap mengikut protokol pemasaan tepat yang berbeza mengikut jenis produk dan keamatan kemasan yang dikehendaki. Ejen penggilap biasa dan garis masa permohonan mereka termasuk:
| Agen Penggilap | Peringkat Permohonan | Tempoh | Hasilnya |
| Penyelesaian Gum Arabic (2-3%) | Penamat akhir | 15-20 minit | Meterai pelindung berkilat tinggi |
| Campuran Lilin Lebah-Carnauba | Penggilap pertengahan | 25-35 minit | Kilauan dalam dengan ketahanan |
| Glaze Berasaskan Shellac | Pengedap akhir | 10-15 minit | Kilauan dan perlindungan maksimum |
| Penggilapan Asli (Tiada Bahan Tambahan) | Proses lanjutan | 120-180 minit | Kilauan halus, pemprosesan minimum |
Masa permohonan ejen adalah kritikal. Penggunaan pramatang agen pengedap boleh memerangkap ketidaksempurnaan permukaan, manakala penggunaan yang tertunda boleh mengakibatkan lekatan yang tidak mencukupi. Pengendali yang berpengalaman biasanya menggunakan agen penggilap dalam tiga peringkat: penyediaan permukaan awal (20% daripada jumlah masa), penggilapan utama (50% daripada jumlah masa) dan pembangunan kilauan akhir (30% daripada jumlah masa).
Kawalan suhu yang berkesan mewakili faktor paling penting dalam mengurangkan tempoh penggilapan tanpa menjejaskan kualiti. Sistem penggilap lanjutan menggunakan kawalan suhu berbilang zon yang membolehkan bahagian dram yang berbeza mengekalkan profil terma yang berbeza. Keupayaan ini membolehkan pemprosesan serentak produk pada pelbagai peringkat kitaran penggilapan, mengurangkan masa batch keseluruhan sehingga 25%.
Perkembangan suhu optimum semasa kitaran penggilap standard 90 minit mengikut corak ini:
Sudut kecondongan gendang antara 15° dan 45° memberi kesan ketara kepada corak pergerakan produk dan kecekapan penggilapan. Sudut yang lebih curam (35-45°) mencipta lebih banyak tindakan melata yang meningkatkan pendedahan permukaan kepada agen penggilap, yang berpotensi mengurangkan masa pemprosesan sebanyak 10-15% untuk produk bulat. Walau bagaimanapun, sudut yang lebih rata (15-25°) terbukti lebih berkesan untuk bentuk tidak sekata yang memerlukan pengendalian yang lebih lembut untuk mengelakkan kerosakan permukaan.
Protokol kelajuan berubah-ubah mengoptimumkan lagi masa pemprosesan. Bermula dengan kelajuan yang lebih perlahan (20-25 rpm) semasa fasa salutan awal menghalang kerosakan produk, sambil meningkat kepada kelajuan pengilat optimum (30-32 rpm) semasa fasa utama memaksimumkan kecekapan penghalusan permukaan. Sesetengah sistem canggih menggabungkan keupayaan putaran terbalik yang menghapuskan zon mati dan memastikan penggilapan seragam, mengurangkan jumlah masa kitaran dengan memastikan pendedahan yang konsisten pada semua permukaan produk.
Memahami keperluan masa penggilapan yang tepat membolehkan perancangan pengeluaran dan pengiraan kapasiti yang tepat. Mesin penggilap siri PGJ standard dengan diameter dram 1000mm dan kapasiti kelompok 50-70kg biasanya boleh disiapkan 4-6 kelompok setiap syif 8 jam apabila memproses dragees bulat standard dengan kitaran penggilap 60 minit.
Pengurus pengeluaran harus mengambil kira komponen masa ini apabila menjadualkan:
Pengiraan ini menunjukkan bahawa jumlah masa kitaran setiap kelompok adalah antara 66 hingga 152 minit, menekankan kepentingan pengelompokan produk dan pengoptimuman jujukan. Menjalankan produk serupa secara berturut-turut menghapuskan masa pembersihan antara kumpulan, dengan berkesan meningkatkan daya pengeluaran harian sebanyak 15-20%.
Operasi kuih-muih moden mengintegrasikan mesin penggilap ke dalam barisan pengeluaran berterusan di mana penyegerakan masa adalah kritikal. Talian bersepadu biasa termasuk stesen salutan, terowong penyejukan dan unit penggilap yang disusun mengikut urutan. Stesen penggilap mesti mengekalkan rentak dengan kapasiti salutan huluan, yang biasanya berkisar antara 100-500 kg sejam bergantung pada konfigurasi talian.
Untuk mengelakkan kesesakan, banyak kemudahan menggunakan berbilang mesin penggilap yang beroperasi secara selari, dengan setiap unit mengendalikan jenis produk atau keperluan kemasan tertentu. Pendekatan pemprosesan selari ini membolehkan barisan keseluruhan mengekalkan aliran berterusan manakala kelompok individu menerima masa penggilapan tepat yang diperlukan untuk piawaian kualiti. Sebagai contoh, barisan pengeluaran yang dinilai pada 300 kg/jam mungkin menggunakan tiga mesin penggilap setiap satu memproses kelompok 100 kg pada kitaran 90 minit berperingkat, memastikan pengeluaran berterusan sambil mengekalkan tempoh penggilapan yang optimum.
Menentukan apabila proses penggilapan selesai memerlukan pengukuran objektif dan bukannya penilaian visual subjektif. Pengukuran kilauan standard industri menggunakan meter kilauan geometri 60 darjah yang mengukur pemantulan permukaan. Kemasan coklat berkilat tinggi biasanya didaftarkan antara 85-95 unit berkilat (GU) pada 60 darjah, manakala kemasan cermin premium mungkin melebihi 95 GU.
Sistem pemantauan gloss masa nyata yang disepadukan ke dalam peralatan penggilap moden boleh mengesan secara automatik apabila produk mencapai spesifikasi sasaran, menghalang kedua-dua pemprosesan yang kurang (kilat tidak mencukupi) dan pemprosesan berlebihan (kemungkinan kerosakan permukaan atau pembungaan lemak). Sistem ini mengurangkan variasi kualiti dan menghapuskan ketidakpastian yang sering menyebabkan pengendali melanjutkan kitaran penggilapan secara tidak perlu.
Walaupun pengukuran instrumental memberikan ketepatan, kakitangan kawalan kualiti yang berpengalaman mengenali isyarat visual khusus yang menunjukkan penyiapan penggilapan optimum:
Produk yang memenuhi kriteria ini selepas tempoh penggilapan yang dikira boleh dilepaskan dengan yakin, manakala produk yang menunjukkan kekurangan mungkin memerlukan pemprosesan lanjutan atau pengenalpastian sisihan parameter proses.
Apabila kitaran menggilap secara konsisten melebihi jangka masa yang dijangkakan, penyiasatan sistematik terhadap faktor-faktor ini biasanya mendedahkan punca utama:
Isu Kualiti Salutan: Salutan coklat dengan pembajaan atau kandungan lemak yang salah mungkin menahan penggilapan, memerlukan 30-50% masa pemprosesan tambahan. Pengesahan tempera prasalutan menghalang isu ini.
Kegagalan Kawalan Alam Sekitar: Kawalan iklim yang tidak mencukupi di kawasan penggilap memanjangkan masa pemprosesan kerana peralatan bergelut untuk mengekalkan keadaan terma yang optimum. Memasang sistem HVAC khusus untuk zon penggilap biasanya mengurangkan masa kitaran sebanyak 15-25%.
Status Penyelenggaraan Peralatan: Permukaan dram yang haus, elemen pemanasan yang tidak cekap, atau sistem peredaran udara tersumbat mengurangkan kecekapan penggilapan. Jadual penyelenggaraan tetap harus termasuk kemasan semula permukaan dram setiap 12-18 bulan dan pemeriksaan elemen pemanas setiap suku tahun.
Kelebihan Produk: Melebihi kapasiti kelompok yang disyorkan (biasanya 45-90 kg untuk dram 1000mm) menghasilkan tindakan penggilapan yang tidak sekata dan memanjangkan masa pemprosesan sambil mengurangkan kualiti. Pematuhan kepada berat pemuatan yang ditentukan memastikan prestasi optimum.
Apabila permintaan pengeluaran memerlukan masa penggilapan yang dikurangkan, teknik yang disahkan ini boleh mempercepatkan pemprosesan tanpa kompromi kualiti yang tidak boleh diterima:
Pemuatan Produk Pra-Kondisi: Membawa produk ke suhu ambien sebelum menggilap menghapuskan fasa pelarasan terma awal, menjimatkan 10-15 minit setiap kelompok.
Kepekatan Ejen Penggilap Dioptimumkan: Menggunakan kepekatan gam arabic yang lebih tinggi sedikit atau formulasi pengilat cepat khusus boleh mengurangkan masa mengilat akhir sebanyak 20-30%, walaupun pertimbangan kos mesti dinilai.
Peredaran Udara yang Dipertingkatkan: Menaik taraf sistem blower untuk menyediakan 25-30% peningkatan aliran udara mempercepatkan pengeringan permukaan dan penghabluran, terutamanya bermanfaat dalam persekitaran kelembapan tinggi.
Kawalan Parameter Automatik: Sistem kawalan berasaskan PLC yang melaraskan suhu dan kelajuan secara automatik berdasarkan maklum balas produk masa nyata menghalang pemprosesan berlebihan konservatif yang sering berlaku dengan operasi manual.
Memilih peralatan penggilap yang sesuai melibatkan mengimbangi keupayaan masa pemprosesan dengan keperluan volum pengeluaran. Kriteria pemilihan utama termasuk:
| Diameter Drum | Kapasiti Kelompok | Masa Kitaran Biasa | Keluaran Harian (8jam) |
| 600mm | 15 kg | 45-60 min | 120-180 kg |
| 800mm | 30-50 kg | 50-75 min | 240-400 kg |
| 1000mm | 50-70 kg | 60-90 min | 300-500 kg |
| 1250mm | 120-180 kg | 75-120 min | 600-900 kg |
Kemudahan dengan portfolio produk yang pelbagai mendapat manfaat daripada mengekalkan berbilang saiz mesin, membenarkan pengoptimuman saiz kelompok untuk setiap jenis produk dan bukannya memaksa semua produk melalui peralatan bersaiz besar yang memanjangkan masa pemprosesan.
moden Mesin Penggilap Coklat & Gula-gula sistem menggabungkan ciri yang direka khusus untuk meminimumkan tempoh penggilapan sambil meningkatkan kualiti kemasan:
Kawalan Pemacu Frekuensi Berubah (VFD): Mendayakan pelarasan kelajuan yang tepat sepanjang kitaran pengilat, mengoptimumkan tindakan mekanikal untuk setiap fasa dan mengurangkan jumlah masa sebanyak 15-20% berbanding sistem kelajuan tetap.
Penghantaran Ejen Penggilap Automatik: Sistem semburan boleh atur cara menggunakan agen penggilap pada selang dan kepekatan optimum, menghapuskan kelewatan penggunaan manual dan ketidakkonsistenan yang memanjangkan masa pemprosesan.
Pemprofilan Suhu Bersepadu: Pemanasan berbilang zon dengan kawalan bebas membolehkan pemprosesan serentak produk pada peringkat penggilapan berbeza, dengan berkesan mewujudkan aliran berterusan dalam sistem kelompok.
Sistem Drum Perubahan Pantas: Keupayaan penyingkiran dan penggantian dram tanpa alatan mengurangkan masa pembersihan dan pertukaran antara kelompok daripada 30-45 minit kepada di bawah 10 minit, dengan ketara meningkatkan kapasiti harian yang berkesan.
Data industri mendedahkan variasi ketara dalam kecekapan menggilap merentas pendekatan operasi yang berbeza. Kemudahan terbaik dalam kelasnya mencapai purata masa kitaran penggilapan sebanyak 45-55 minit untuk dragee bulat standard , manakala penghibur purata biasanya memerlukan 75-90 minit untuk output kualiti yang setara. Jurang kecekapan 30-40% ini berpunca terutamanya daripada keupayaan peralatan, kecanggihan kawalan proses dan tahap latihan pengendali.
Penunjuk prestasi utama untuk operasi menggilap hendaklah termasuk:
Operasi berprestasi tinggi mengekalkan kadar kualiti lulus pertama melebihi 95%, manakala kemudahan yang bergelut dengan kawalan proses mungkin menyaksikan kadar pemprosesan semula sebanyak 15-25%, dengan berkesan meningkatkan jumlah masa penggilapan dan penggunaan sumber secara berkadar.
Teknologi baru muncul menjanjikan pengurangan lanjut dalam masa kitaran penggilapan sambil mengekalkan atau meningkatkan kualiti kemasan. Sistem pengilat berbantukan ultrasonik, kini dalam peringkat pembangunan lanjutan, menunjukkan potensi untuk mengurangkan masa pemprosesan sebanyak 40-50% melalui pengaktifan permukaan yang dipertingkatkan. Begitu juga, formulasi salutan lanjutan dengan kinetik penghabluran yang dipertingkatkan boleh membolehkan pembangunan kilauan yang lebih pantas tanpa campur tangan penggilap mekanikal.
Automasi dan integrasi kecerdasan buatan mewakili peluang paling segera untuk pengoptimuman masa. Algoritma pembelajaran mesin yang menganalisis penampilan produk masa nyata dan melaraskan parameter proses secara automatik boleh menghapuskan margin keselamatan konservatif yang biasanya digunakan oleh operator, mengurangkan masa kitaran sebanyak 10-15% sambil meningkatkan konsistensi.
Mendokumentasikan parameter masa yang tepat untuk setiap jenis produk memastikan hasil yang konsisten dan membolehkan penambahbaikan berterusan. Prosedur operasi standard hendaklah menyatakan:
Piawaian Masa Khusus Produk: Tempoh penggilapan minimum, sasaran dan maksimum berdasarkan data prestasi sejarah dan kajian pengesahan kualiti. Piawaian ini harus disemak setiap suku tahun dan dikemas kini berdasarkan penambahbaikan proses atau perubahan perumusan.
Protokol Keputusan: Kriteria yang jelas untuk menentukan masa untuk melanjutkan pemprosesan, bila untuk melepaskan produk dan bila untuk memulakan penyiasatan penyelesaian masalah. Protokol ini menghalang lanjutan masa sewenang-wenangnya yang sering berlaku apabila pengendali kekurangan panduan yang jelas.
Keperluan Dokumentasi: Merakam masa kitaran sebenar, keadaan persekitaran dan ukuran kualiti untuk setiap kelompok mewujudkan asas data yang diperlukan untuk mengenal pasti peluang pengoptimuman dan mendiagnosis penyelewengan prestasi.
Elemen manusia sangat mempengaruhi kecekapan penggilapan. Program latihan yang komprehensif harus menangani:
Pemahaman Teori Proses: Operator yang memahami prinsip saintifik di sebalik penggilap—dinamik penghabluran, pengurusan terma dan kimia permukaan—membuat keputusan masa nyata yang lebih baik yang menghalang ralat membuang masa.
Kemahiran Pengoptimuman Peralatan: Latihan secara langsung dengan keupayaan mesin tertentu, termasuk teknik pelarasan parameter, prosedur penyelesaian masalah dan protokol penyelenggaraan, memaksimumkan potensi prestasi peralatan.
Kompetensi Penilaian Kualiti: Membangunkan keupayaan pengendali untuk mengenali ciri kemasan optimum mengurangkan pergantungan pada kitaran pemprosesan lanjutan sebagai insurans terhadap kegagalan kualiti.
Kemudahan yang melabur dalam program latihan operator berstruktur biasanya mencapai pengurangan 15-25% dalam purata masa penggilapan dalam tempoh enam bulan pertama, kerana pembuatan keputusan yang lebih baik menghapuskan sambungan pemprosesan yang tidak perlu dan mengurangkan kadar ralat.
Masa menggilap yang berlebihan menghasilkan impak kos melata melangkaui perbelanjaan buruh langsung dan tenaga. Kitaran lanjutan mengurangkan ketersediaan peralatan, mengehadkan jumlah kapasiti pengeluaran dan berkemungkinan memerlukan pelaburan modal dalam jentera tambahan. Untuk kemudahan memproses 500 kg setiap hari, mengurangkan purata masa menggilap sebanyak 20 minit setiap kelompok boleh meningkatkan kapasiti berkesan sebanyak 15-20% tanpa pelaburan peralatan tambahan.
Komponen kos langsung yang terjejas oleh tempoh penggilapan termasuk:
Anggaran konservatif mencadangkan bahawa mengurangkan purata masa menggilap sebanyak 15 minit setiap kelompok dalam operasi bersaiz sederhana (3 kelompok setiap hari) boleh menjana penjimatan tahunan sebanyak 8,000-12,000 USD dalam kos langsung sahaja, tidak termasuk nilai peningkatan kapasiti pengeluaran.
Menilai pelaburan dalam peralatan penggilap termaju atau penambahbaikan proses memerlukan analisis komprehensif penjimatan berkaitan masa. Pengiraan pulangan pelaburan hendaklah merangkumi:
Penjimatan Masa Langsung: Pengurangan kuantiti dalam masa kitaran didarab dengan kekerapan kelompok dan hari operasi. Pengurangan harian selama 30 minit merentasi 250 hari operasi mewakili 125 jam kapasiti pulih setiap tahun.
Nilai Peningkatan Kualiti: Mengurangkan kadar pemprosesan semula dan penjimatan masa yang berkaitan. Menghapuskan 10% pemprosesan semula dalam operasi harian 1,000 kg menjimatkan kira-kira 100 kg pengendalian dua kali sehari.
Pengelakan Pengembangan Kapasiti: Kos modal bersamaan dengan peningkatan daya pengeluaran tanpa peralatan tambahan. Jika pengoptimuman masa meningkatkan kapasiti berkesan sebanyak 20%, pelaburan yang dielakkan dalam jentera tambahan mungkin mewakili 50,000-150,000 USD bergantung pada skala.
Tempoh bayaran balik untuk sistem penggilap lanjutan biasanya berkisar antara 18-36 bulan apabila penjimatan masa dikira dengan betul, menjadikan pelaburan ini menarik untuk operasi dengan permintaan pengeluaran yang mampan.
Operasi kuih-muih khusus yang menghasilkan 20 kg kumpulan dragees premium pada mulanya bergelut dengan masa penggilapan yang tidak konsisten antara 90-150 minit. Analisis mendedahkan bahawa kawalan suhu manual dan kelajuan dram tetap mencipta kebolehubahan yang memerlukan pemprosesan lanjutan konservatif untuk memastikan kualiti.
Pelaksanaan kawalan suhu automatik dan pemacu kelajuan berubah mengurangkan purata masa menggilap kepada 65 minit dengan ketekalan yang lebih baik. Pengurangan masa sebanyak 25-35% membolehkan kumpulan harian tambahan, meningkatkan pengeluaran bulanan sebanyak 25% tanpa pengembangan kemudahan atau pelaburan peralatan tambahan.
Kemudahan perindustrian yang memproses 2,000 kg setiap hari merentasi pelbagai mesin penggilap menghadapi kesesakan semasa tempoh permintaan puncak. Masa kitaran mesin individu berbeza dari 75-110 minit disebabkan oleh kerumitan campuran produk dan variasi umur peralatan.
Standardisasi pada moden Mesin Penggilap Coklat & Gula-gula sistem dengan platform kawalan bersatu mengurangkan variasi masa kitaran kepada 60-75 minit merentas semua produk. Pengoptimuman pemprosesan selari dan penjadualan automatik meningkatkan lagi daya pengeluaran harian berkesan sebanyak 30%, menghapuskan kekangan kapasiti bermusim dan mengelakkan 200,000 USD dalam kos pengembangan yang dicadangkan.
Pengilang kontrak memproses pelbagai jenis produk untuk berbilang pelanggan menghadapi variasi masa penggilapan yang melampau (45-180 minit) disebabkan oleh penukaran yang kerap dan geometri produk yang pelbagai. Masa pembersihan dan persediaan yang dilanjutkan antara kelompok mengurangkan lagi kapasiti berkesan.
Penggunaan sistem dram perubahan pantas dan resipi proses khusus produk yang disimpan dalam memori PLC mengurangkan masa pertukaran daripada 45 minit kepada 12 minit dan kitaran penggilapan yang dinormalkan dalam julat yang diramalkan. Jumlah masa produktif harian meningkat sebanyak 35%, membolehkan kemudahan menerima volum kontrak tambahan tanpa pelaburan kapasiti.
Di bawah keadaan ideal dengan coklat yang dibaja dengan betul, peralatan optimum dan geometri produk bulat, kemasan berkilat tinggi boleh dicapai dalam masa 35-40 minit. Walau bagaimanapun, ini mewakili prestasi terbaik dan tidak boleh digunakan sebagai standard perancangan. Penjadualan pengeluaran harus menggunakan 45-60 minit sebagai minimum praktikal untuk mengambil kira pembolehubah operasi biasa.
Spesifikasi pengilang biasanya menggambarkan keadaan optimum dengan ciri produk yang ideal. Faktor biasa yang memanjangkan masa pemprosesan termasuk kawalan iklim yang tidak mencukupi, pembajaan coklat yang tidak optimum, kelompok terlampau beban, permukaan dram yang haus atau produk dengan geometri yang mencabar. Menjalankan semakan sistematik keadaan persekitaran, status penyelenggaraan peralatan, dan kualiti bahan mentah biasanya mengenal pasti punca tertentu.
Walaupun peningkatan kelajuan sederhana dalam spesifikasi peralatan (sehingga 32-35 rpm) mungkin mengurangkan sedikit masa pemprosesan, kelajuan yang berlebihan menghasilkan kerosakan permukaan dan ubah bentuk produk yang memerlukan penggilapan pembaikan yang dilanjutkan atau mengakibatkan produk yang ditolak. Kelajuan optimum mengimbangi tindakan mekanikal dengan integriti produk; melebihi parameter yang disyorkan biasanya meningkatkan jumlah masa pemprosesan dan bukannya mengurangkannya.
Kelembapan tinggi (kelembapan relatif melebihi 60%) biasanya memanjangkan masa penggilapan sebanyak 20-30% kerana kelembapan mengganggu penghabluran permukaan dan lekatan agen penggilap. Kemudahan dalam iklim lembap harus melabur dalam sistem penyahlembapan khusus untuk kawasan menggilap. Sebaliknya, kelembapan yang sangat rendah (di bawah 40%) boleh menyebabkan pengeringan permukaan yang cepat yang menghalang pengedaran agen penggilap yang betul, juga memanjangkan masa pemprosesan.
Ya, ketebalan salutan secara langsung mempengaruhi tempoh penggilapan. Salutan nipis (di bawah 1mm) menggilap lebih cepat kerana penghabluran permukaan selesai lebih cepat dan pemindahan haba lebih cekap. Salutan tebal (lebih 3mm) memerlukan pemprosesan lanjutan untuk memastikan penghalusan permukaan yang lengkap dan mungkin memerlukan profil suhu yang diubah suai untuk mengelakkan kecerunan terma dalaman yang menyebabkan kecacatan permukaan.
Penunjuk penyiapan termasuk keadaan ambien padanan suhu produk yang stabil, permukaan berkilat seragam tanpa coretan atau bintik-bintik, ketiadaan sisa agen penggilap dan kelicinan sentuhan tanpa lekit. Pengesahan instrumental menggunakan bacaan meter gloss melebihi 85 GU pada 60 darjah memberikan pengesahan objektif. Produk yang memenuhi kriteria ini selepas tempoh kitaran yang dirancang boleh dilepaskan dengan yakin.
Jadual penyelenggaraan pencegahan harus termasuk pembersihan harian permukaan dram dan sistem peredaran udara, pemeriksaan mingguan elemen pemanas dan komponen pemacu, pelinciran bulanan galas dan sistem pemacu, dan pengesahan prestasi suku tahunan terhadap spesifikasi garis dasar. Kemasan semula permukaan dram harus berlaku setiap 12-18 bulan bergantung pada intensiti penggunaan. Pematuhan kepada jadual ini menghalang kemerosotan prestasi secara beransur-ansur yang memanjangkan masa pemprosesan.
Mencampurkan jenis produk dalam satu kelompok biasanya tidak disyorkan kerana geometri dan saiz yang berbeza menggilap pada kadar yang berbeza, memerlukan pemprosesan lanjutan untuk memastikan item yang paling sukar mencapai spesifikasi. Pendekatan ini biasanya meningkatkan purata masa pemprosesan setiap kilogram. Peningkatan kecekapan dicapai dengan lebih baik melalui penjujukan kelompok yang dioptimumkan, keupayaan pertukaran pantas dan pemprosesan selari dengan peralatan khusus untuk kategori produk tertentu.
Kepakaran operator mempengaruhi kecekapan pemprosesan dengan ketara. Pengendali yang berpengalaman membuat keputusan masa nyata yang lebih baik berkenaan pelarasan parameter, mengiktiraf titik penyiapan optimum tanpa pemprosesan berlebihan dan menyelesaikan masalah yang timbul sebelum ia menyebabkan kelewatan. Kemudahan dengan program latihan berstruktur dan pusing ganti operator yang rendah biasanya mencapai kecekapan masa 15-25% lebih baik berbanding operasi dengan pertukaran kakitangan yang kerap atau latihan yang tidak mencukupi.
Kira kapasiti mesin yang diperlukan dengan membahagikan volum pengeluaran harian dengan kelompok sasaran setiap mesin sehari (biasanya 4-6 untuk kitaran standard). Sertakan 15-20% penimbal kapasiti untuk penyelenggaraan, penukaran dan puncak permintaan. Sebagai contoh, keperluan harian 1,000 kg dengan kelompok 60 kg memerlukan kira-kira 17 kelompok setiap hari. Pada 5 kelompok setiap mesin setiap hari, tiga mesin menyediakan kapasiti yang mencukupi dengan penimbal yang sesuai. Pertimbangkan kepelbagaian produk dan kekerapan pertukaran dalam pengiraan ini.

 Kilang Peralatan Jentera Barisan Pengeluaran Coklat
Kilang Peralatan Jentera Barisan Pengeluaran Coklat

 中文简体
中文简体 English
English